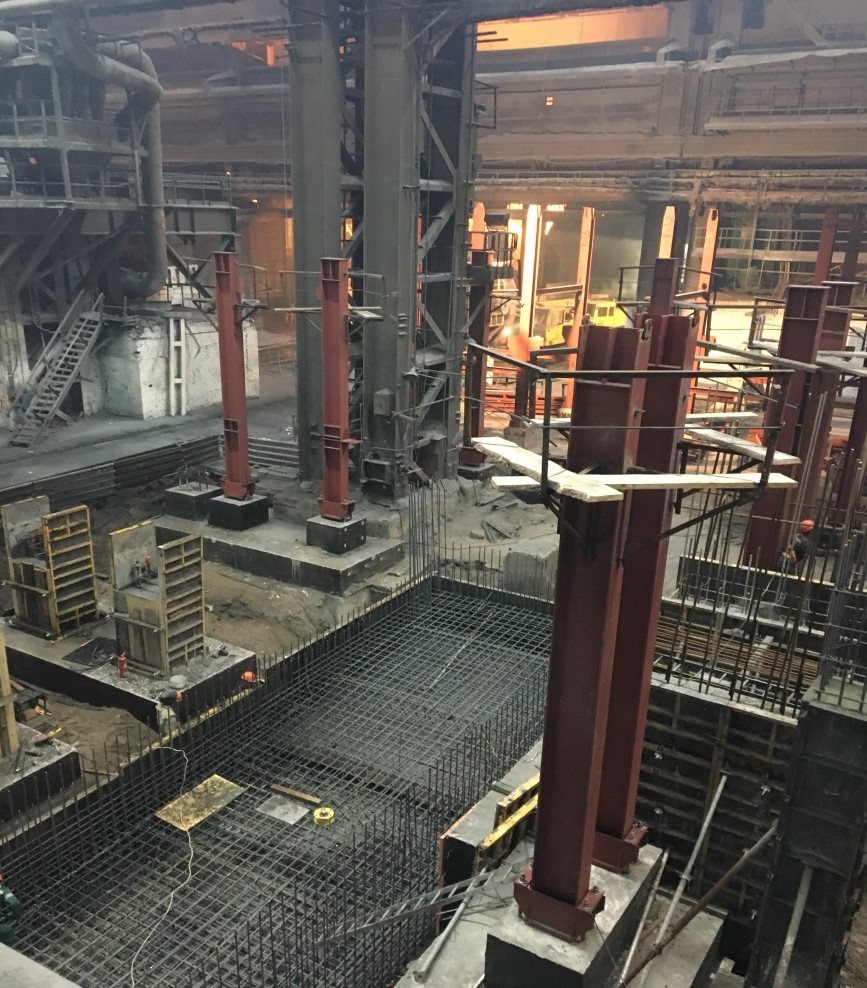
В АО «АрселорМиттал Темиртау», продолжаются строительно-монтажные работы
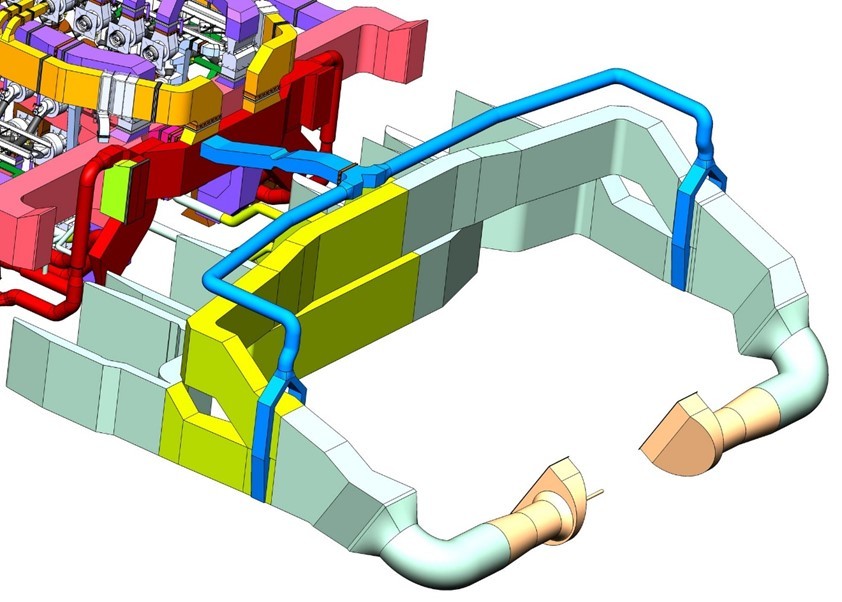
На площадке кислородно-конверторного цеха АО «АрселорМиттал Темиртау», выполняются строительно-монтажные работы по устройству фундаментов и площадок обслуживания для размещения оборудования УПК№ 3 ёмкостью 290 тонн производства «SMS group», по рабочей документации, разработанной специалистами ТОО НПФ «СЕВКАЗЭНЕРГОПРОМ».
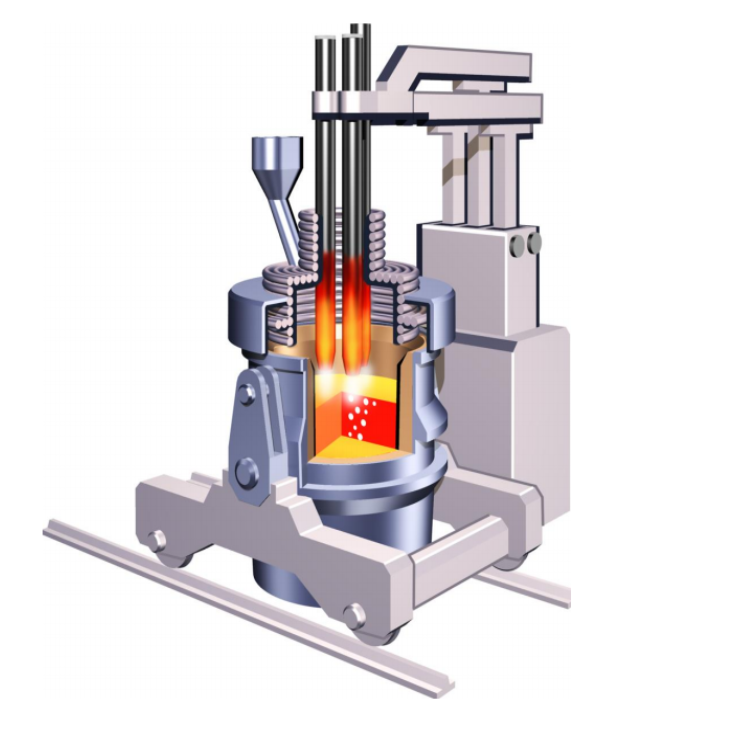
Агрегат ковш-печь или установка ковш-печь, также называется агрегатом комплексной обработки стали (АКОС) — это звено в единой технологической схеме с дуговыми печами, конвертерами и мартенами для доведения металла в ковше, после его выпуска из плавильного агрегата, до заданной температуры и химического состава.
Широкое распространение при внепечной обработке стали получил разработанный в 1971 г. фирмой Daido Steel (Япония) процесс рафинирования в сталеразливочном ковше с использованием подогрева металла электрической дугой (процесс LF — Ladle Furnace). Установка, на которой реализуется этот процесс, получила название «Агрегат ковш-печь» (АКП).
Агрегат ковш-печь используется в комплексе с плавильными агрегатами, в которых выплавляется полупродукт. В качестве таких агрегатов используются кислородные конвертеры, дуговые и мартеновские печи, в которых проводятся расплавление металлолома и ферросплавов с малым угаром и проводится окислительный период. Затем металл сливают в стальковш, по возможности исключая попадание в него печного шлака. До и во время выпуска металла в ковш отдаются раскислители, шлакообразующие и легирующие материалы.
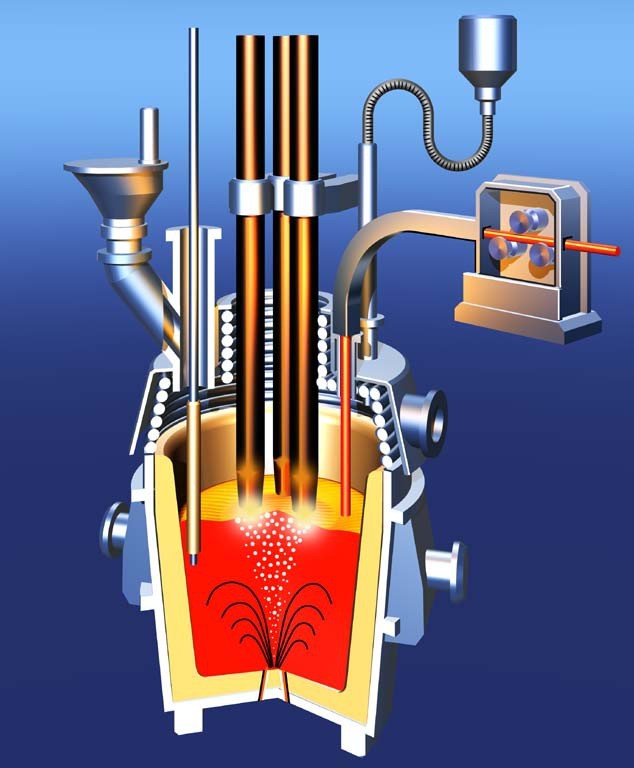
Агрегат ковш-печь снабжен устройствами для введения сыпучих материалов (бункерная эстакада с весодозирующими устройствами) и трайб-аппаратами для введения материалов в виде проволоки. Нагрев металла на АКП осуществляется также, как и в дуговых печах (ДСП), но мощность трансформаторов установок ковш-печь значительно меньше, чем используется на дуговых печах и составляет 100—160 кВА/т. Это объясняется отсутствием такой энергозатратной стадии, как расплавление лома, тепло затрачивается только на расплавление вводимых материалов и поддержание температуры металла. Кроме этого, мощность подвода тепла ограничивается повышенным износом кладки ковша выше уровня металла ввиду малого (по сравнению с дуговой печью) диаметра ковша. Удельный расход электроэнергии на АКП составляет примерно 10 % от суммы всех энергозатрат на выплавку стали.
Во время обработки через днище ковша осуществляется продувка металла инертным газом (аргон или азот) для перемешивания металла с целью усреднения его по химическому составу и температуре, кроме этого продувка металла способствует выведению неметаллических включений из металла. Вдувание газа осуществляется через пористые пробки, от одной до трех штук на крупнотоннажном ковше. Также возможно электромагнитное перемешивание металла.
Использование агрегатов ковш-печь позволило вынести из плавильных агрегатов восстановительный период и доводку металла, что резко повысило производительность сталеплавильного производства. В электросталеплавильном производстве за счет исключения резкого перепада окисленности ванны удалось значительно сократить расход огнеупоров, использовать одношлаковую технологию и технологию работы с «болотом» (оставленным в дуговой печи шлаком предыдущей плавки), что привело к значительному снижению расхода электроэнергии.
другие новости
-
Завершены работы по строительству
железобетонного ствола дымовой трубы № 1 Н-180м,
на Петропавловской ТЭЦ-2 АО «СЕВКАЗЭНЕРГО»
 Подробнее
Подробнее -
Продолжаются работы по монтажу турбоагрегата
К-130-8,8 № 3 на ГРЭС «Топар»
Подробнее -
Завершены работы по разработке ряда Проектов по реконструкции магистральных сетей теплоснабжения г. Экибастуза
Подробнее -
Завершены работы по разработке Проекта модернизации котлов типа П-57-3М энергоблоков №№ 3-8 Экибастузской ГРЭС-1 с целью снижения выбросов окислов азота (NOx)
Подробнее